Pengertian Pengecoran Logam
Pengecoran logam adalah proses pembuatan benda dengan mencairkan logam dan menuangkan cairan logam tersebut ke dalam rongga cetakan. Proses ini dapat digunakan untuk membuat benda-benda dengan bentuk rumit. Benda berlubang yang sangat besar dan sangat sulit atau sangat mahal jika dibuat dengan metode lain, dapat diproduksi masal secara ekonomis menggunakan teknik pengecoran yang tepat.
Pengecoran logam dapat dilakukan untuk bermacam-macam logam seperti, besi, baja paduan tembaga (perunggu, kuningan, perunggu alumunium dan lain sebagainya), paduan ringan (paduan alumunium, paduan magnesium, dan sebagainya), serta paduan lain, semisal paduan seng, monel (paduan nikel dengan sedikit tembaga), hasteloy (paduan yang mengandung molibdenum, khrom, dan silikon), dan sebagainya.
Untuk membuat coran harus melalui proses pembuatan model pencairan logam, penuangan cairan logam ke model, membongkar, membersihkan dan memeriksa coran. Pencairan logam dapat dilakukan dengan bermacammacam cara, misal dengan tanur induksi, kupola, atau lainnya. Cetakan biasanya dibuat dengan memadatkan pasir yang diperoleh dari alam atau pasir buatan yang mengandung tanah lempung. Cetakan pasir mudah dibuat dan tidak mahal. Cetakan dapat juga terbuat dari logam, biasanya besi dan digunakan untuk mengecor logam-logam yang titik leburnya di bawah titik lebur besi.
Pada pengecoran logam, dibutuhkan pola yang merupakan tiruan dari benda yang hendak dibuat dengan pengecoran.Pola dapat terbuat dari logam, kayu, sterofoam, lilin, dan sebagainya. Pola mempunyai ukuran sedikit lebih besar dari ukuran benda yang akan dibuat dengan maksud untuk mengantisipasi penyusutan selama pendinginan dan pengerjaan finishing setelah pengecoran. Selain itu, pada pola juga dibuat kemiringan pada sisinya supaya memudahkan pengangkatan pola dari pasir cetak.

Gambar 1 Pengecoran logam
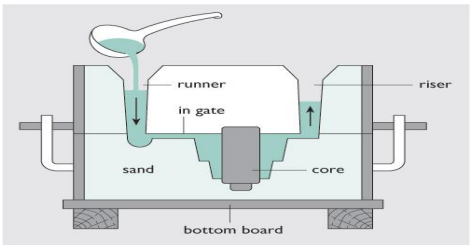
Cetakan adalah rongga atau ruang di dalam pasir cetak yang akan diisi dengan logam cair. Pembuatan cetakan dari pasir cetak dilakukan pada sebuah rangka cetak. Cetakan terdiri dari kup dan drag. Kup adalah cetakan yang terletak di atas, drag adalah cetakan yang terletak di bawah. Hal yang perlu diperhatikan pada kup dan drag adalah penentuan permukaan pisah yang tepat.
Rangka cetak yang dapat terbuat dari kayu ataupun logam adalah tempat untuk memadatkan pasir cetak yang sebelumnya telah diletakkan pola di dalamnya. Pada proses pengecoran dibutuhkan dua buah rangka cetak yaitu rangka cetak untuk kup dan rangka cetak untuk drag. Proses pembuatan cetakan dari pasir dengan tangan.

Gambar 2 Cetakan pasir
Proses Pengecoran
Ada beberapa tahapan pada proses pengecoran sebagai berikut :
- Pembuatan cetakan
- Persiapan dan peleburan logam
- Penuangan logam cair ke dalam cetakan :
a) Untuk cetakan terbuka (lihat gambar 3a) logam cair hanya dituang
hingga memenuhi rongga yang terbuka
b) Untuk cetakan tertutup (lihat gambar 3b) logam cair dituang hingga
memenuhi sistem saluran masuk
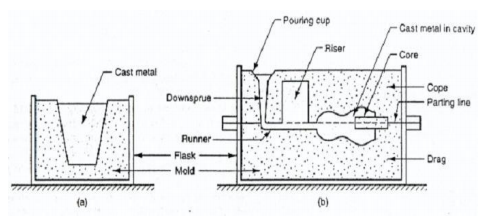
Gambar 3 Cetakan terbuka dan cetakan tertutup
- Setelah dingin benda cor dilepaskan dari cetakannya
- Untuk beberapa metode pengecoran diperlukan proses pengerjaan lanjut :
a. Memotong logam yang berlebihan
b. Membersihkan permukaan
c. Memeriksa produk cor
d. Memperbaiki sifat mekanik dengan perlakuan panas (heat treatment),
e. Menyesuaikan ukuran dengan proses pemesinan.
Bagian-Bagian Cetakan Logam
Secara umum cetakan harus memiliki bagian-bagian utama sebagai berikut:
- Cavity (rongga cetakan), merupakan ruangan tempat logam cair yang dituangkan kedalam cetakan. Bentuk rongga ini sama dengan benda kerja yang akan dicor. Rongga cetakan dibuat dengan menggunakan pola.
- Core (inti), fungsinya adalah membuat rongga pada benda coran. Inti dibuat terpisah dengan cetakan dan dirakit pada saat cetakan akan digunakan.
- Gating sistem (sistem saluran masuk), merupakan saluran masuk kerongga cetakan dari saluran turun.
- Sprue (Saluran turun), merupakan saluran masuk dari luar dengan posisi vertikal. Saluran ini juga dapat lebih dari satu, tergantung kecepatan penuangan yang diinginkan.
- Pouring basin, merupakan lekukan pada cetakan yang fungsi utamanya adalah untuk mengurangi kecepatan logam cair masuk langsung dari ladle ke sprue. Kecepatan aliran logam yang tinggi dapat terjadi erosi pada sprue dan terbawanya kotoran-kotoran logam cair yang berasal dari tungku kerongga cetakan.
- Raiser (penambah), merupakan cadangan logam cair yang berguna dalam mengisi kembali ruangan cetakan.
Gambar 4 Bagian-bagian cetakan logam
Bahan-Bahan Cetakan
Ada beberapa jenis bahan yang biasanya digunakan untuk bahan cetakan, hal ini tergantung atas benda produksi yang akan dicetak, jens dari bahan – bahan cetakan yang dimaksud adalah :
- Pasir
- Keramik
- Plaster
- Logam
Dalam pembuatan cetakan plakat ampera ada beberapa hal yang perlu diperhatikan antara lain : - Rongga cetakan harus dirancang lebih besar daripada produk cor yang akan dibuat, untuk mengimbangi penyusutan logam.
- Setiap logam memiliki koefisien susut yang berbeda (dalam merancang suatu cetakan biasanya digunakan mistar susut).
Keuntungan dan Kerugian Pengecoran Logam
Keuntungan pembentukan dengan pengecoran :
- Dapat mencetak bentuk kompleks, baik bentuk bagian luar maupun bentuk bagian dalam
- Beberapa proses dapat membuat bagian (part) dalam bentuk jaringan
- Dapat mencetak produk yang sangat besar, lebih berat dari 100 ton
- Dapat digunakan untuk berbagai macam logam
- Beberapa metode pencetakan sangat sesuai untuk keperluan produksi massal
Kerugian pembentukan dengan pengecoran
Setiap metode pengecoran memiliki kelemahan sendiri-sendiri, tetapi secara umum dapat disebutkan sebagai berikut :
- Keterbatasan sifat mekanik
- Sering terjadi porositas
- Dimensi benda cetak kurang akurat
- Permukaan benda cetak kurang halus
- Bahaya pada saat penuangan logam panas
- Masalah lingkungan
Referensi:
Susandri. 2015. Pengecoran Logam. Palembang: Polsri.